Call us : +1-281-261-4628


A few examples of Structural analysis performed by Pressure Equipment Engineering Services, Inc. are as follows:
- Fitness for service evaluation was performed for the top bed of a stainless steel reactor with the intent to calculate the maximum permissible pressure differential allowed by the structural capacity of the bed. The packed bed had 3 distinct stainless steel fabricated beams. The bed was getting plugged during operation. This was causing significantly higher pressure drop on the bed leading to very high stresses in the beams. The intent was to shut down the reactor before the pressure drop reaches a scenario causing the structural failure of the bed. The structural calculations (per AISC code) were performed to check the stresses in the beams, welds and the beam support grating. These structural calculations were automated using MathCAD to calculate the maximum allowable pressure drop through the bed for design case, upset case and failure case. For each of these cases, the limiting pressure drop for the three distinct structural beams and the associated grating support was calculated. The design pressure drop through the reactor bed was 100 psig. The maximum allowable pressure drop for the upset case was specified to be 138 psig. At this pressure drop, all the design criteria were satisfied and this pressure drop was safely permissible. The maximum allowable pressure drop for the failure case was specified to be 158 psig. At this pressure drop, the code allowable stress criteria were not satisfied and the structural components start to yield. Using the pressure drop guidelines specified by these set of calculations, the plant increased the safe operating time before the next shut down.
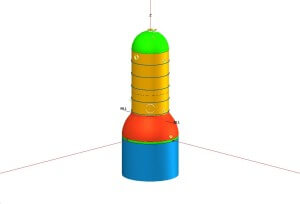
- Fitness for service evaluation was performed for a tall vessel which had severe corrosion for two courses of shell rings. The shell ring # 3 (from bottom) had corroded from original thickness of 0.375” to a thickness of 0.135” and shell ring # 2 (from bottom) had corroded from original thickness of 0.500” to current thickness of 0.270”. Hence, the available section modulus in shell ring # 3 was not sufficient to carry out the design wind loading for the vessel. This called for de-rating of the vessel as well as providing an external support system which would be capable of carrying the design wind load. The intent was that the vessel would be operated for a few months only and the corrosion rates would be controlled by modifying the process. The following three recommendations list the possible choices for reviving the vessel:
1. Replace shell ring # 3 and shell ring # 2 with new shell plates of 0.375” thickness and 0.500” thickness respectively.
2. Install a 9’-0” wide (Min.) X 3/8” thick plate (Material: SA-516-70) to cover shell ring # 3 (from bottom) with 3/8” fillet welds. This will cover the corroded shell ring # 3 and will extend a minimum of 6” beyond circumferential seam in either direction.
3. Install six (6) structural supports (60° apart from each other) around the vessel covering the shell ring # 3 and going approximately 2’ beyond the horizontal circumferential seams. The structural design was based on the availability of the I-beams (W6X15, Material: SA-36) in the scrap yard. The final size of each of these supports was calculated per structural engineering calculations in accordance with AISC. This design was meant to take care of the design wind loading only and not meant to provide any additional corrosion allowance or additional pressure rating for the vessel. Based on the thickness loss for the shell ring, the vessel must be de-rated from 125 psig @ 650 °F to 54 psig @ 650 °F.The first two alternatives were not implemented due to time constraint and delay in material procurement. The third alternative was the preferred choice because the plant could quickly make the vessel fit for service with the specified repairs. This was considered short term fix till the next turnaround.
Engineering Examples
Pressure Vessel Examples
A few examples of Pressure Vessel Design / Analysis performed by Pressure ...
Read More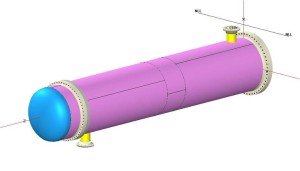
Heat Exchanger Examples
A few examples of Heat Exchangers Design / Analysis performed by Pressure ...
Read More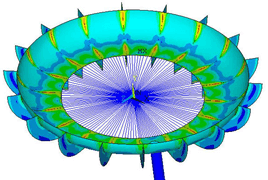
Fitness for service examples
A few examples of Fitness for Service evaluations performed by Pressure Equipment ...
Read More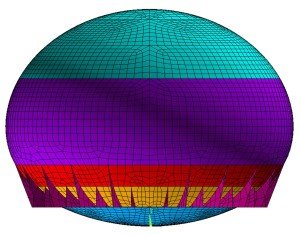
Finite Element Analysis Examples
A few examples of Finite Element Analysis performed by Pressure Equipment Engineering ...
Read More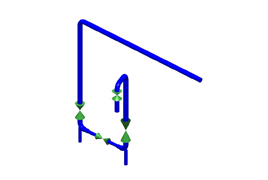
Piping Examples
A few examples of Piping Design / Analysis performed by Pressure Equipment ...
Read More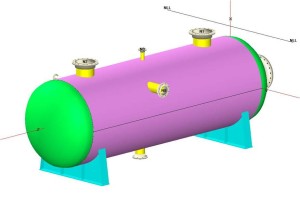
Minimum Retirement Thickness Calculations ...
The minimum retirement thickness values were calculated for 6'-6" dia. x 25'-0" ...
Read More
Pressure Equipment Certification Examples
The vessel V-109B had almost no information in the files. The vessel ...
Read More
Storage Tank Examples
A few examples of Storage Tanks Design / Analysis performed by Pressure ...
Read More
Structural Analysis Examples
A few examples of Structural analysis performed by Pressure Equipment Engineering Services, ...
Read MorePEESI Advantages

- Quick Response Time
- Quality Performance
- On-time job completion
- Increased Productivity
- Low Overheads for Clients
- Low Total manpower cost
- One-to-One Customer Support
- Client Satisfaction Guaranteed