Call us : +1-281-261-4628


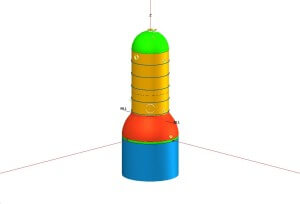
The vessel V-109B had almost no information in the files.
The vessel dimensions, nozzle measurements, inspection thickness values and photographs etc. were provided by the plant.
The following assumptions were made for proceeding with vessel certification:
- The shell material was not known. This was assumed to be SA-285 Grade C.
- The support saddle material was also unknown. This was assumed to be SA-285 Grade C.
- The design pressure of the vessel was not known. The operating temperature was 175 °F and the design temperature was given by the plant as 300 °F.
- No radiography details are available for the vessel. For shell seams, “NO RADIOGRAPHY” was assumed for the ASME code calculations.
An engineering analysis was performed to establish a vessel MAWP and MAEP.
The pressure Vessel calculations were performed for a small starting pressure and were incrementally increased till the thickness values obtained by pressure calculations were just below the measured thickness values. We ensured that there was a built in corrosion allowance for future operation. The MAWP was found to be approximately 120 psig. Thus, the final vessel calculations were performed for 120 psig @ 300 °F. The MAEP was established as 6 psi @ 300 °F.
The nozzles of the vessel were also found to be adequately reinforced for this set of design conditions.
Thus, the vessel was established to be having MAWP of 120 psig (INT.) / 6 psi (EXT.) @ 300 °F.
It was recommended that the plant should evaluate the relief system scenario to make sure that there is adequate relief capacity. It was recommended that after successful evaluation of the relief system, the plant should generate a nameplate with the above set of design parameters and attach it to the vessel. This completed the process of Pressure Vessel Equipment Certification process for this vessel.
Engineering Examples
Pressure Vessel Examples
A few examples of Pressure Vessel Design / Analysis performed by Pressure ...
Read More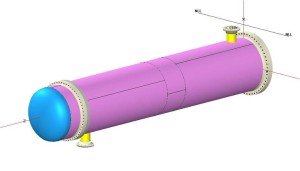
Heat Exchanger Examples
A few examples of Heat Exchangers Design / Analysis performed by Pressure ...
Read More
Fitness for service examples
A few examples of Fitness for Service evaluations performed by Pressure Equipment ...
Read More
Finite Element Analysis Examples
A few examples of Finite Element Analysis performed by Pressure Equipment Engineering ...
Read More
Piping Examples
A few examples of Piping Design / Analysis performed by Pressure Equipment ...
Read More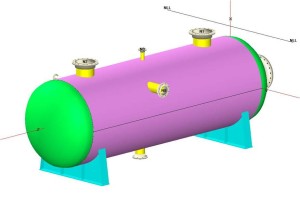
Minimum Retirement Thickness Calculations ...
The minimum retirement thickness values were calculated for 6'-6" dia. x 25'-0" ...
Read More
Pressure Equipment Certification Examples
The vessel V-109B had almost no information in the files. The vessel ...
Read More
Storage Tank Examples
A few examples of Storage Tanks Design / Analysis performed by Pressure ...
Read More
Structural Analysis Examples
A few examples of Structural analysis performed by Pressure Equipment Engineering Services, ...
Read MorePEESI Advantages

- Quick Response Time
- Quality Performance
- On-time job completion
- Increased Productivity
- Low Overheads for Clients
- Low Total manpower cost
- One-to-One Customer Support
- Client Satisfaction Guaranteed